Біз білетіндей, жартылай өткізгіш өрісінде монокристалды кремний (Si) әлемдегі ең кең таралған және ең үлкен көлемді жартылай өткізгіш негізгі материал болып табылады. Қазіргі уақытта жартылай өткізгіш өнімдердің 90%-дан астамы кремний негізіндегі материалдарды пайдалана отырып өндіріледі. Заманауи энергетика саласында жоғары қуатты және жоғары вольтты құрылғыларға сұраныстың артуымен жартылай өткізгіш материалдардың негізгі параметрлеріне, мысалы, жолақ ені, бұзылу электр өрісінің күші, электрондардың қанығу жылдамдығы және жылу өткізгіштігі сияқты қатаң талаптар қойылды. Бұл жағдайда кең жолақты жартылай өткізгіш материалдар ұсынылғанкремний карбиді(SiC) жоғары қуатты тығыздықтағы қолданбалардың сүйіктісі ретінде пайда болды.
Құрама жартылай өткізгіш ретінде,кремний карбидітабиғатта өте сирек кездеседі және минералды моиссанит түрінде көрінеді. Қазіргі уақытта әлемде сатылатын кремний карбидінің барлығы дерлік жасанды түрде синтезделеді. Кремний карбидінің артықшылығы жоғары қаттылық, жоғары жылу өткізгіштік, жақсы термиялық тұрақтылық және жоғары сыни электр өрісі. Бұл жоғары вольтты және жоғары қуатты жартылай өткізгіш құрылғыларды жасау үшін тамаша материал.
Сонымен, кремний карбидінің күшті жартылай өткізгіш құрылғылары қалай жасалады?
Кремний карбиді құрылғысын жасау процесі мен кремний негізіндегі дәстүрлі өндіріс процесінің айырмашылығы неде? Осы шығарылымнан бастап, «Олар туралыКремний карбиді құрылғысыӨндіріс» құпиясын бірінен соң бірін ашады.
I
Кремний карбиді құрылғысын жасаудың технологиялық ағымы
Кремний карбидінің құрылғыларын жасау процесі негізінен кремний негізіндегі құрылғыларға ұқсас, негізінен фотолитография, тазалау, қоспалау, ою, пленка қалыптастыру, жұқарту және басқа процестерді қамтиды. Көптеген қуат құрылғыларын өндірушілер кремний негізіндегі өндіріс процесіне негізделген өндірістік желілерін жаңарту арқылы кремний карбиді құрылғыларының өндірістік қажеттіліктерін қанағаттандыра алады. Дегенмен, кремний карбиді материалдарының ерекше қасиеттері оның құрылғыларын өндірудегі кейбір процестер кремний карбиді құрылғыларының жоғары кернеу мен жоғары токқа төтеп беруіне мүмкіндік беру үшін арнайы әзірлеу үшін арнайы жабдыққа сүйену керек екенін анықтайды.
II
Кремний карбидінің арнайы технологиялық модульдерімен таныстыру
Кремний карбидінің арнайы технологиялық модульдері негізінен инъекциялық қоспалауды, қақпа құрылымын қалыптастыруды, морфологияны өңдеуді, металдандыруды және жұқарту процестерін қамтиды.
(1) Инъекциялық қоспалау: кремний карбидіндегі көміртегі-кремний байланысының энергиясы жоғары болғандықтан, қоспа атомдары кремний карбидінде диффузиялануы қиын. Кремний карбидті құрылғыларды дайындаған кезде, PN түйіспелерін легирлеуге тек жоғары температурада иондарды имплантациялау арқылы қол жеткізуге болады.
Допинг әдетте бор және фосфор сияқты қоспа иондарымен жасалады, ал қоспалау тереңдігі әдетте 0,1мкм~3мкм құрайды. Жоғары энергиялы ионды имплантация кремний карбиді материалының тор құрылымын бұзады. Жоғары температурада жасыту иондық имплантациядан туындаған тордың зақымдалуын жөндеу және жасытудың беттің кедір-бұдырлығына әсерін бақылау үшін қажет. Негізгі процестер жоғары температурада иондарды имплантациялау және жоғары температурада жасыту болып табылады.
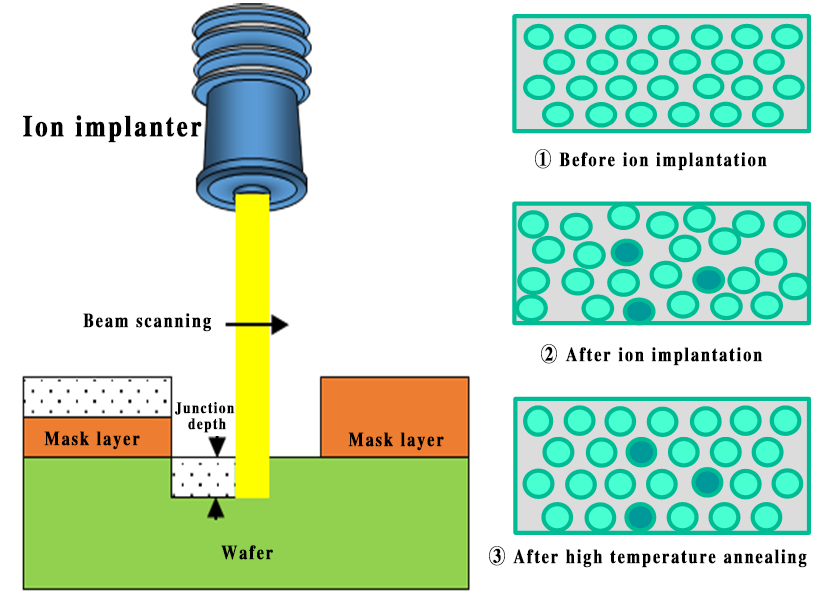
1-сурет Иондық имплантацияның және жоғары температурадағы күйдіру әсерлерінің схемалық диаграммасы
(2) Қақпа құрылымын қалыптастыру: SiC/SiO2 интерфейсінің сапасы MOSFET арнасының көшуіне және қақпа сенімділігіне үлкен әсер етеді. Жоғары сапалы SiC/SiO2 интерфейсінің өнімділік талаптарын қанағаттандыру үшін арнайы атомдармен (мысалы, азот атомдары) SiC/SiO2 интерфейсіндегі салбыраған байланыстарды өтеу үшін арнайы оксидті және тотығудан кейінгі жасыту процестерін әзірлеу қажет. құрылғылардың миграциясы. Негізгі процестерге қақпа оксидінің жоғары температуралық тотығуы, LPCVD және PECVD жатады.
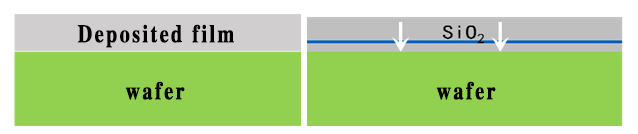
2-сурет Кәдімгі оксид қабықшасының тұндыру және жоғары температурадағы тотығу схемасы
(3) Морфологиялық ою: Кремний карбиді материалдары химиялық еріткіштерде инертті болып табылады және морфологияны дәл бақылауға тек құрғақ ою әдістері арқылы қол жеткізуге болады; кремний карбидті материалдардың сипаттамаларына сәйкес маска материалдарын, масканы өңдеуді таңдауды, аралас газды, бүйір қабырғаларын бақылауды, өрнектеу жылдамдығын, бүйір қабырғаларының кедір-бұдырлығын және т.б. Негізгі процестерге жұқа қабықшаны тұндыру, фотолитография, диэлектрлік қабықша коррозиясы және құрғақ қыштау процестері жатады.
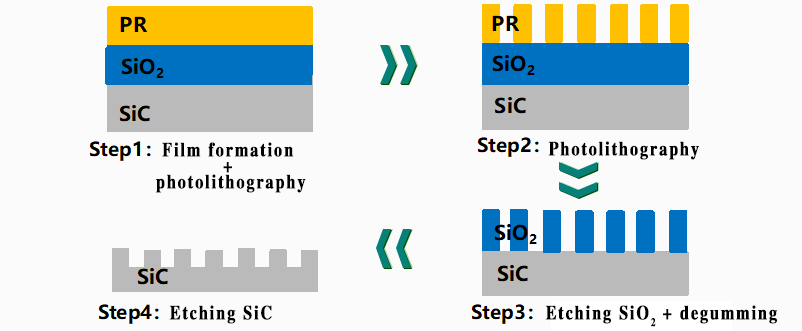
3-сурет Кремний карбидінің қышқылдану процесінің схемалық диаграммасы
(4) Металлизация: құрылғының бастапқы электроды кремний карбидімен жақсы төмен кедергісі бар омикалық байланыс жасау үшін металды қажет етеді. Бұл металды тұндыру процесін реттеуді және металл-жартылай өткізгіш контактінің интерфейс күйін бақылауды ғана емес, сонымен қатар Шоттки тосқауылының биіктігін азайту және металл-кремний карбидінің омикалық контактісіне жету үшін жоғары температурада күйдіруді қажет етеді. Негізгі процестерге металды магнетронды шашырату, электронды сәуленің булануы және жылдам термиялық күйдіру жатады.
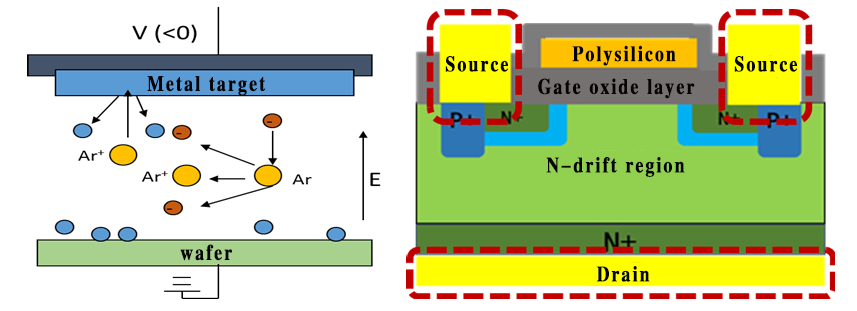
4-сурет Магнетронды шашырату принципі және металдану эффектісінің схемалық диаграммасы
(5) Жіңішкеру процесі: кремний карбиді материалы жоғары қаттылық, жоғары сынғыштық және төмен сыну беріктігі сипаттамаларына ие. Оның ұнтақтау процесі материалдың сынғыш сынуын тудыруға бейім, бұл пластинаның беті мен астыңғы қабатына зақым келтіреді. Кремний карбиді құрылғыларының өндірістік қажеттіліктерін қанағаттандыру үшін жаңа ұнтақтау процестерін әзірлеу қажет. Негізгі процестерге ұнтақтау дискілерін жұқарту, пленканы жабыстыру және пиллинг және т.б.
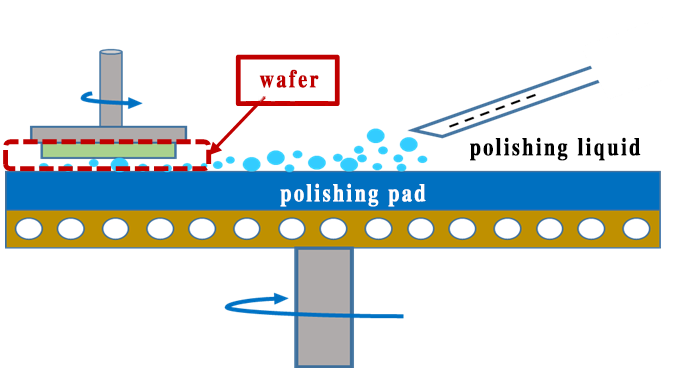
Сурет 5 Вафельді ұнтақтау/жұқтыру принципінің схемалық диаграммасы
Хабарлама уақыты: 22 қазан 2024 ж